Welcome to AVA Group AS in Denmark, the home of the brands Aluxity and Vitus Audio. Please come enjoy a tour of our production facilities with Alexander and me.





So essentially the Vitus Audio production and Alluxity production starts in two ends of our facility here. At one end you have the whole PCB line, all the PCB machines, all PCBs being mounted with SMD and leaded components.

We use the Essemtec Fino screening machine, which is a half-automated screening machine that basically makes sure that we have a proper solder paste level on our PCBs before we do the pick and place and the soldering process. We use stencils in around 120 microns thickness to ensure we have enough solder paste for the solder joints to be proper after soldering.

The whole solder process is quite important. The level of solder paste is quite important to ensure that we have a proper level and a proper radiant of the solder afterwards to ensure that there is strength and flexibility in the solder simultaneously. We invested in the Essemtec Paraquda like 10 years ago, it was installed late 2013. This specific machine has the ability to have 240 different 8mm components or 8mm reels placed on the machine at a given time, which makes it easy for us to not having to turn over new installments or all that stuff before we actually can do another program. It’s easy for us to have everything installed and basically just press play when we need a new PCB populated, whether it being an output stage or input stage or volume board or whatever it could be. It’s not a very fast machine though, that’s one of the downsides of it, but we don’t really need speed in that. In a company like this we need precision and we need controllability and we need high repeatability.

On this machine you actually have a graphical interface where you can take a component, you can move it, you can rotate it, you can see what you’re actually working with. So it’s an intuitive machine.
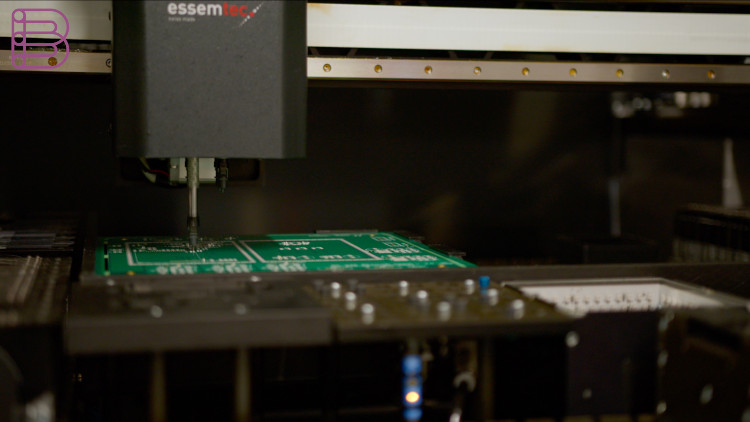
This machine has barcodes and intelligent feeders, so if we’re running a program and there’s suddenly a pick error on one of the feeders, it will continue running and populate everything else. And I can take that feeder out, I can solve the issue or restock it if it’s empty and put it back in and it doesn’t matter where I put it back in the machine. Because it has those barcodes and the IDs, it knows, okay, now all of a sudden the component is over here.

So behind me you have the Essemtec Cubus, which is a hyper-intelligent storage cabinet for all of our components. So basically it controls the humidity and the temperature and the stocking amount and it can tell us whether we have enough components for a given job. So basically if you have a given resistor and you get it in a reel of 5000 pieces for a small reel, you give it a barcode and from that point on that cabinet or the server basically behind it will know how much is left at any given time. Because it communicates with the Essemtec Paraquda. So whenever it picks a component from that specific reel, it will count down.

So we are always ensuring that what’s our stock level at. What’s cool about the Essemtec Cubus as well is that since it’s automatically run, it will feed you the components. So whenever I need to make a program, I can go to the Paracuda, I can say I need to run this specific recipe as it’s called and it will tell you you need to populate another 25 different component values onto the machine. I can say fine, feed them to me.

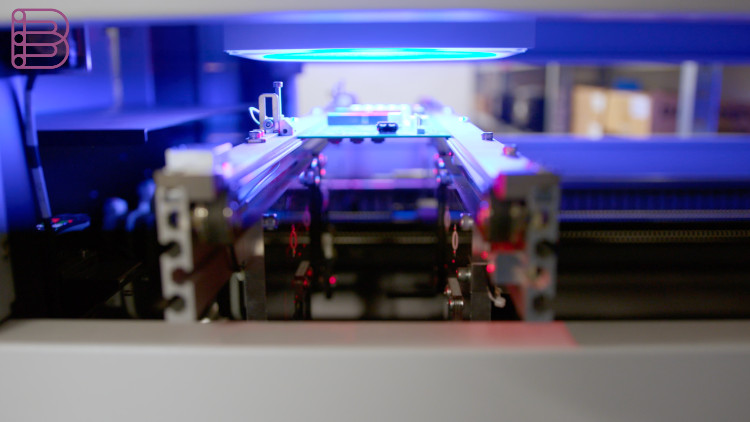
So we’ve applied the paste, we’ve pick and placed all the components and populated the board and now it needs to be soldered. The most common one is what’s called the reflow soldering. What we invested into was a Vapour Phase machine instead. The difference is it works with steam rather than hot air. Since you’re placing the board on a platform, that platform has all its different measurement systems. So you don’t really need to set a curve per se compared to a big oven. And it makes sure that the whole board gets the same temperature and it gets the same heat transfer instead of having big components sucking in more heat than the smaller components. What’s really cool about our Vapour Phase machine is that it has a locking system as well. So we can put barcodes on our boards so we know what components. From a down to a component real level, what components, what the storage level was, what their age was when it was placed on the circuit boards.

And we can go back and look and see what was the solder curve. Behind me you have the Ersa Versaflow 3, which was quite an investment at the time, but it has three zones basically. We have the first zone, which is a fluxing dispensing zone that just applies the flux. We have the second zone, which is a preheating zone. We have the third zone, which is the actual solder zone. But the machine we have with has an additional feature that uses two solder chambers that applies two solder nuzzles.
A solder nuzzle is just basically a tube and you get those in different sizes for different purposes. So since we have two, we can use a small nuzzle for all the precise work. We can have a big nuzzle for all the heat transfer in places where that is really necessary. We have top heating, which is basically just warm air that will blow up, but it ensures that you don’t have too much cold area on top and warm in the bottom. So to ensure that the solder tin just drags through the holes, we have the heat on the top just to help that a bit. What’s really cool about a selective solder process or solder machine is that it can fill up a whole employee basically. You have one employee that sits and populates the boards and then you just go in and place it into the machine and the machine does the rest for you.

The last part is checking that everything is all right. For that we have an Omron S500. What it does is it has a camera that really just takes pictures of the board and while it does that, it simultaneously checks whether that a component is within the specs that we set. All that, it does that in a matter of seconds. Full board, 350 components, does that in about 15 seconds.
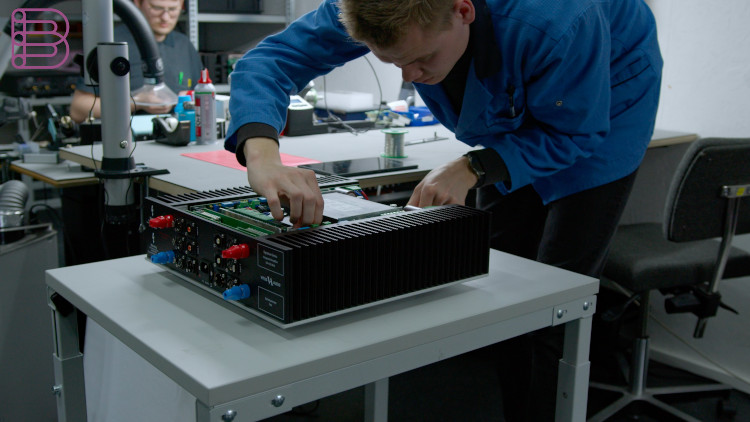
So the production essentially starts in two ends of our facility here. In one end we do all the PCB assemblies. At the other end you have all the mechanical parts, internal mechanical parts I should say, transformers, internal bottom plates and such.
They essentially meet in the middle in two different areas. One area being the area right behind me which is the ESD control area. So the area where all static sensitive electronic circuitry is made. Microprocessors, DA, converters, etc. In front of me we have the whole main production of the bigger parts, heat sinks, internal bottoms, transformers, etc. And the products are coming together here basically.
So the laser engraving machine is the most recent addition to our humble machine park. As opposed to many other companies we try to insource as much as possible instead of outsourcing it. This is not only to keep the quality high but it is also to keep the lead times low. We have different types of products that use the same size fronts in the same color but with different text on it. Meaning we can actually now keep only the colored fronts on stock and not have to silkscreen the fronts with different text on it. And keep stock of the different fronts.

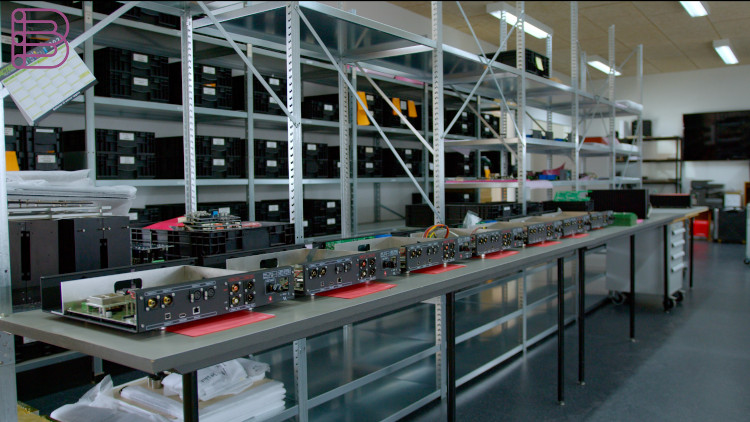
So now we can actually do all our laser engraving of fronts and back plates in house. Everything is being QC checked at every step of the way essentially. When a product has been assembled it goes through a measuring test. We have high-tech measuring equipment from Rohde & Schwartz doing all the audio measurements of our products. After the measurements have been done and signed off on the products are going through one of the final steps of the assembly you could say which is putting all the mechanical parts on the products.

The front plates, the bottom plates, the tops, the sides depending on the products of course. When all the mechanical parts have been put on the product it is once again being QC checked. After this it goes into our burn in room where the products are turned on, burning in with music on for around 5 days minimum.

After the burn in period we fully listen and function test all of our products. We test each input, each output. We test all the functions in the menus. We test that the remote control that it goes with works. We test everything essentially.

After this the product is taken out into the shipping area of the company where the final QC inspection essentially takes place. The front plates, the sides, all the mechanical parts, the outer parts are then again QC checked for any minor scratches or imperfections in any way before the products are being fully packed down and shipped to the customers.

More information on the Vitus Audio and Alluxity websites.









{kind=link}